

Hàn điện trở HDPE (Electrofusion welding) – Giải pháp nối ống kín tuyệt đối cho hệ cấp nước
Trong hệ thống cấp nước, thất thoát không đến từ thân ống mà chủ yếu đến từ mối nối (joint).
Thực tế vận hành cho thấy phần lớn rò rỉ xuất hiện tại các điểm nối sau vài năm sử dụng, làm tăng NRW và chi phí bảo trì.
Hàn điện trở HDPE (electrofusion welding) là công nghệ giúp tạo mối nối liền khối với thân ống, loại bỏ khe hở cơ khí và nguy cơ rò rỉ dài hạn.
Bài viết phân tích nguyên lý, hiệu suất, so sánh công nghệ và ứng dụng thực tế, giúp lựa chọn đúng giải pháp cho hệ thống cấp nước đô thị và công nghiệp.


I. BỐI CẢNH KỸ THUẬT
Trong vận hành thực tế:
- 50–80% điểm rò rỉ xảy ra tại mối nối (joint)
- Các kết nối cơ khí suy giảm sau 5–10 năm do:
- Lão hóa gioăng
- Biến dạng nền đất
- Dao động áp lực
👉 Điều này dẫn đến:
- Tăng NRW (Non-Revenue Water)
- Chi phí sửa chữa lặp lại
- Khó kiểm soát mạng DMA
→ Vì vậy, công nghệ nối là yếu tố quyết định đến:
- Độ kín hệ thống
- Tuổi thọ vận hành
- Chi phí vòng đời (LCC)
Tham khảo ống HDPE GS
II. HDPE ELECTROFUSION LÀ GÌ?
Electrofusion welding là phương pháp hàn sử dụng phụ kiện tích hợp dây điện trở.
1. Nguyên lý hoạt động:
- Dòng điện được cấp vào fitting
- Dây điện trở sinh nhiệt
- Làm nóng chảy lớp ngoài ống và lớp trong fitting
- Tạo liên kết khuếch tán phân tử (molecular bonding)
👉 Kết quả:
- Mối nối trở thành một phần của ống
- Không còn ranh giới cơ học

2. Điểm khác biệt cốt lõi
- Không sử dụng gioăng
- Không tồn tại khe hở
- Không phụ thuộc lực siết cơ khí
→ Loại bỏ hoàn toàn “leak path” tại joint

3. Khi nào nên dùng electrofusion?
📎 Xem chi tiết hướng dẫn quy trình:
Nguồn KPS Piping
Electrofusion tạo ra mối nối không phụ thuộc vào điều kiện cơ học bên ngoài, do đó đặc biệt ổn định trong môi trường có lún nền hoặc dao động áp lực.
III. HIỆU SUẤT KỸ THUẬT (WHY IT MATTERS)
1. Độ kín hệ thống
- Mối nối ≈ thân ống
- Không tồn tại khe hở cơ khí
→ Loại bỏ rò rỉ tại:
- Coupler
- Tee
- Saddle
2. Giảm NRW thực tế
Electrofusion không chỉ “giảm rò rỉ” mà:
- Giảm thất thoát vật lý (real loss)
- Ổn định số liệu DMA
- Giảm sai lệch giữa điểm đo (bulk vs distribution)
👉 Đây là yếu tố quan trọng trong:
- Quản lý mạng cấp nước
- Tối ưu doanh thu nước sạch
3. Tuổi thọ mối nối
- Tuổi thọ vật liệu HDPE: ~50 năm
- Mối nối electrofusion:
- Không có gioăng → không lão hóa cục bộ
- Không suy giảm theo thời gian như nối cơ khí
→ Tuổi thọ mối nối ≈ tuổi thọ ống
4. Tiêu chuẩn áp dụng:
- ISO 4427 – Hệ thống ống HDPE cấp nước
- DVS 2207 – Hướng dẫn hàn ống nhựa
- ISO 21307 – Quy trình hàn đối đầu (butt fusion)
- Hướng dẫn thiết bị hàn electrofusion

IV️. THÔNG SỐ KỸ THUẬT ỐNG HDPE GS
Dải áp lực:
| SDR | PN |
|---|---|
| SDR26 | PN6 |
| SDR21 | PN8 |
| SDR17 | PN10 |
| SDR13.6 | PN12.5 |
| SDR11 | PN16 |
| SDR9 | PN20 |
Khả năng ứng dụng
- DN: 16 – 710 mm
- Phù hợp:
- Tuyến phân phối
- Tuyến truyền tải chính
- Chuẩn hóa toàn mạng bằng HDPE
- DN110 PN16 → ~10 mm
- DN315 PN16 → ~28.6 mm
- DN630 PN16 → ~57.2 mm
👉 Đáp ứng tốt:
- Áp lực cao
- Tuyến dài
- Điều kiện địa chất phức tạp
V️. SO SÁNH ELECTROFUSION VS BUTT FUSION VS NỐI CƠ KHÍ
| Tiêu chí | Electrofusion | Butt Fusion | Nối cơ khí |
|---|---|---|---|
| Độ kín | ⭐⭐⭐⭐⭐ | ⭐⭐⭐⭐⭐ | ⭐⭐ |
| Không gian thi công | Tốt | Kém | Tốt |
| DN lớn | Trung bình | Tốt nhất | Trung |
| Độ ổn định dài hạn | Rất cao | Rất cao | Thấp |
| NRW | Thấp nhất | Thấp | Cao |
Dưới đây là so sánh trực quan 3 phương pháp nối phổ biến, giúp lựa chọn giải pháp phù hợp theo điều kiện thi công và yêu cầu độ kín:

Hình: So sánh 3 phương pháp nối ống HDPE – electrofusion, butt fusion và nối cơ khí theo độ kín, điều kiện thi công và ứng dụng
👉 Trong thực tế, electrofusion thường được ưu tiên tại các điểm đấu nối trong DMA hoặc khu vực yêu cầu độ kín cao, trong khi butt fusion phù hợp cho tuyến chính DN lớn.
Kết luận kỹ thuật:
- Electrofusion: tối ưu cho độ kín & linh hoạt thi công
- Butt fusion: tối ưu kinh tế cho DN lớn
- Nối cơ khí: chỉ nên dùng tạm thời / retrofit
→ Trong các hệ thống yêu cầu kiểm soát NRW, electrofusion thường là lựa chọn ưu tiên tại các điểm đấu nối và khu vực DMA.
VI. LỖI THI CÔNG ELECTROFUSION THƯỜNG GẶP
1. Không cạo lớp oxi hóa
→ Không xảy ra fusion thực sự
→ Mối nối yếu, dễ leak
2. Bề mặt bẩn / ẩm
→ Giảm bonding
→ Tạo điểm yếu tại joint
3. Lệch trục (misalignment)
→ Tạo ứng suất
→ Gây nứt sau thời gian vận hành
4. Không kiểm soát thời gian cooling
→ Mối nối chưa ổn định đã chịu tải
→ Giảm tuổi thọ
👉 Đây là lý do cần:
- Quy trình chuẩn
- Thiết bị hàn có kiểm soát
- Đào tạo kỹ thuật

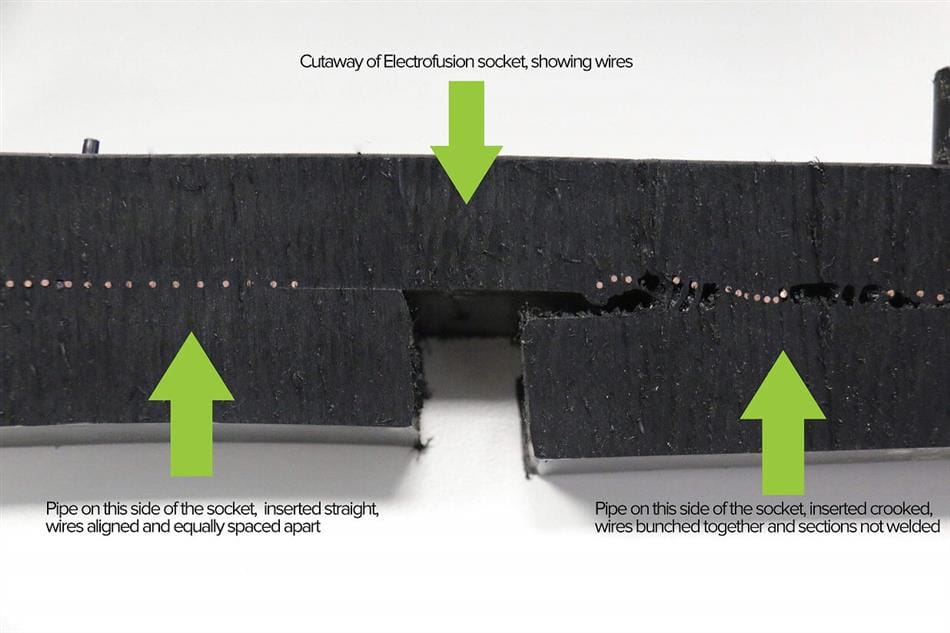

Hình lỗi thi công electrofusion thường gặp
VII️. ỨNG DỤNG CHÍNH TRONG THỰC TẾ
Electrofusion được sử dụng rộng rãi trong:
1. Cấp nước đô thị
- Tuyến phân phối
- Khu dân cư
- DMA zone
2. Tuyến truyền tải
- Bulk pipeline
- Kết nối nhà máy → mạng
3. PCCC chôn ngầm
- HDPE 3 lớp
- Yêu cầu kín nước & ổn định lâu dài
4. Khu công nghiệp
- Nước sản xuất
- Hệ thống tuần hoàn
Ví dụ ứng dụng thực tế:
- Giảm rò rỉ nền (background leakage)
- Ổn định lưu lượng ban đêm (MNF)
- Giảm sai lệch giữa các điểm đo


Hình: thực tế hàn điện trở tại công trình
VIII. Bài viết liên quan
🔗 Kỹ thuật hàn điện trở - “quy trình hàn electrofusion chuẩn”
🔗 Tổng quan kỹ thuật ống & fitting - “tiêu chuẩn và cấu tạo hệ HDPE”
🔗 Ứng dụng PCCC HDPE - “ứng dụng HDPE trong hệ PCCC”
IX. XU HƯỚNG THIẾT KẾ TIÊU CHUẨN
Từ:
→ “Đường ống rời rạc”
Sang:
→ Hệ thống kín liền khối (leak-tight system)
Cấu trúc hệ thống chuẩn:
- Ống HDPE
- Electrofusion fitting
- Van tương thích HDPE
- Flowmeter (OIML R49 / MID)
- Datalogger – SCADA
👉 Mục tiêu:
- Giảm NRW thực
- Số hóa quản lý mạng
- Tối ưu vận hành dài hạn
→ Electrofusion là lớp “vật lý” đảm bảo độ kín, trong khi DMA và SCADA là lớp “quản lý” – hai yếu tố cần kết hợp để giảm NRW hiệu quả.
IX️. KẾT LUẬN KỸ THUẬT
Hàn điện trở HDPE không chỉ là phương pháp nối, mà là giải pháp hệ thống giúp:
- Loại bỏ leak tại joint
- Đảm bảo độ kín dài hạn
- Giảm chi phí vòng đời
Khuyến nghị ứng dụng
- Dự án mới: chuẩn hóa HDPE + electrofusion
- Dự án cải tạo: thay thế joint yếu
→ Trong thực tế, lựa chọn sai phương pháp nối có thể tạo ra “điểm yếu ẩn” trong hệ thống, dẫn đến rò rỉ sau vài năm vận hành – đây là nguyên nhân phổ biến nhưng thường bị bỏ qua trong thiết kế ban đầu.
X️. TƯ VẤN GIẢI PHÁP
- Điểm đấu nối chính
- Khu vực DMA
- Các vị trí có nguy cơ rò rỉ cao
👉 Gửi thông tin tuyến ống (DN, áp lực, chiều dài, môi trường), chúng tôi sẽ đề xuất giải pháp tối ưu:
- Electrofusion hay butt fusion theo từng đoạn tuyến
- Cấu hình ống HDPE phù hợp (SDR/PN)
- Giải pháp DMA & thiết bị đo đồng bộ
→ Giúp giảm NRW và tối ưu chi phí vận hành ngay từ thiết kế.
![]()
Danh mục sản phẩm GS cung cấp bao gồm:
- Hệ thống ống và phụ kiện PPR cho cấp nước trong nhà và ngoài trời
- Hệ thống ống và phụ kiện PPR kháng khuẩn
- Hệ thống ống và phụ kiện PVC Conduit luồn dây điện
- Hệ thống ống và phụ kiện uPVC cho cấp thoát nước
- Hệ thống ống và phụ kiện CPVC cho phòng cháy chữa cháy (PCCC)
- Hệ thống ống và phụ kiện CPVC cho ứng dụng công nghiệp
- Hệ thống ống và phụ kiện HDPE chịu áp lực cao
- Hệ thống ống PPR 3 lớp GS cho hệ thống Chiller
- Hộp bảo vệ cụm đồng hồ nước bằng Polypropylene
Chúng tôi cam kết mang đến giải pháp kỹ thuật phù hợp, sản phẩm chất lượng và dịch vụ hỗ trợ chuyên sâu cho các dự án cấp nước, xây dựng và công nghiệp.
FAQ
Hotline / Zalo / WhatsApp: 0918182587